

Aug
How Excellent Market Research Benefits Manufacturing Companies
jerry9789 0 comments artificial intelligence, Brandview World, Burning Questions


More than just an invaluable asset, market research is an essential tool to any company — or industry, for that matter. From identifying and tailoring your messaging towards your ideal customer with consumer research to understanding the competition and strategically positioning your company with competitor research, great market research grants you and your firm vital and actionable insights that would prove key to the success of your marketing efforts. In addition, excellent market research helps companies manage risks effectively and efficiently, as well as aid in measuring the progress and success of projects or even your company as a whole.
The manufacturing industry not only stands to benefit from high quality market research, it’s crucial to its continued growth, innovation and evolution, especially in an industrial landscape that’s continually transforming with technological advancements along with global, cultural and attitudinal shifts. From the steam and watered-power machines of the First Industrial Revolution to the expansion of network systems and electrification of the Second Industrial Revolution to the information technology focus of the Third Industrial Revolution (the Digital Revolution), the manufacturing industry’s evolution continues on in its latest iteration with Industry 4.0, harnessing modern and emerging technologies to facilitate the merging of the physical and digital realms.
And on that note, we take a look at 10 manufacturing industry trends today that exceptional market research can help manufacturers navigate and adapt to as the Industry 4.0 era unfolds.

Image: Livia Wong
1. Smart Factories
Perhaps the best representative of things to come with the Fourth Industrial Revolution, smart factories utilize Industry 4.0 technologies to streamline and improve operational efficiency, quality and maintenance while reducing errors and waste. Older machines are gradually giving way to newer counterparts built with onboard sensors, monitoring tools, interconnected systems and in some cases, machine learning capabilities.
With more and more manufacturing companies transitioning to automated facilities plus the decreasing costs to acquire sensors, software and equipment, manufacturers big and small are all the more incentivized to join the smart factory revolution — if they haven’t yet — to not only keep up with the competition and the changing times but also take advantage of the irresistible operational benefits.
2. Artificial Intelligence
AI has disrupted multiple industries, and manufacturing isn’t immune to it; in fact, it has openly and quickly embraced and adopted it, seeing all the tremendous advantages it brings with its data-crunching prowess and advanced decision-making insights to the core aspects of smart production, quality control, supply chain management, servicing and maintenance, along with enhancements to processes, products and services.
More and more manufacturing companies are finding success and are able to scale competitively when strategically leveraging AI in automating and streamlining their operations, especially when it’s combined with other contemporary technologies. But perhaps the best combination of them all is when AI is combined with human creativity and experience, opening doors for innovation and further advancements.
3. Digital Twins and Data-driven Predictive Maintenance
If smart factories are revolutionizing manufacturing operations, digital twin technology and data-driven predictive maintenance are transforming equipment maintenance and operational downtimes. By utilizing virtual replicas or “digital twins” of equipment and devices, manufacturers can simulate equipment performance under different scenarios and situations to gain valuable insights. These data-driven insights would help manufacturing companies anticipate or predict when an equipment would need servicing or maintenance, reducing or eliminating unexpected downtimes and equipment breakdowns. At the same time, maintenance costs are reduced, material cost savings are increased, and the usage or life cycle of the asset is optimized.
And digital twins aren’t limited to physical assets only, as they can also replicate systems or processes to test new ideas or optimize existing ones before applying any changes or updates to live production. The digital twins approach not only helps minimize resource consumption and waste, but also improves business decisions by backing them with data-driven insights.
4. Other Notable Industry 4.0 Technologies (AR/VR/Robotics)
Arising from the realms of gaming and entertainment, augmented reality (AR) and virtual reality (VR) have now begun revolutionizing manufacturing. Product design, quality control, maintenance and repairs, remote collaboration and even employee training — all these are being impacted and improved by the application of AR and VR technology.
Robotics may have been around longer than AR and VR but modern robots are far more advanced than their forerunners programmed for repetitive tasks. Thanks to AI and automation software, today’s robots are autonomous, collaborative, and far more capable of performing complex tasks and operations.
These technologies in conjunction with AI make it possible for manufacturing operations to be run remotely or without any operator onsite. And as these technologies grow popular to become widely used and accepted, we might even see more fully automated manufacturing facilities called “dark factories” be developed in the near future.
5. Sustainability and Carbon Neutrality
No other industry is perhaps under greater pressure to pursue sustainable processes and carbon-neutral practices than manufacturing. Contracts with governments and institutions and eventually commercial clients require compliance with sustainability efforts while more and more consumers are supporting reputable, sustainable brands.
The manufacturing industry itself is advancing sustainability efforts by developing and employing green software to aid with carbon neutrality, waste reduction, and energy consumption optimization. Renewable energy integration in physical locations is also being embraced, while cloud infrastructure solutions and carbon capture technology are being viewed for their potential. Working toward sustainable practices and carbon neutrality isn’t without its own rewards for the business, as it’s been found that eco-conscious manufacturing companies are able to significantly reduce costs and improve efficiency with their sustainability efforts over time.
6. Reshoring
Reshoring refers to returning production operations back to the manufacturing company’s home country from overseas locations. This trend was a result of recent global events disrupting supply chains. It benefits the manufacturer with shorter supply chains, better quality control, faster market delivery, domestic economic boost, and improved sustainability efforts.
However, reshoring isn’t a decision a manufacturing company should take lightly, as one would need to factor in labor costs, skill, infrastructure, and more, as smaller-scale firms might find it more costly to operate domestically than overseas.
7. Decentralized Manufacturing
Another approach to improving supply chain resilience from disruptions is decentralized manufacturing, which is the distribution of production activities across multiple locations in the form of microfactories. Additional benefits of decentralized manufacturing include reduced logistics costs and quicker response times to local market demands.
While the coordination of multiple microfactories and achieving standardization across all sites may prove to be challenging, Industry 4.0 technologies can aid in making decentralized manufacturing more accessible and manageable through improved transparency and responsive production models.
8. Tapping into B2C
With the ever-growing popularity of e-commerce, manufacturing companies can now bypass the traditional lines of retailers and distributors and sell directly to the end consumer. Smart factories, 3d printing and additive manufacturing also make it possible to offer customized products based on a customer’s preferences. The advent of new manufacturing technology or the evolution of existing ones would only open up more opportunities for enterprising manufacturers looking to connect further with consumers.
9. Cybersecurity
The manufacturing industry’s increasing digitization has made it an irresistible target for cybercriminals, exploiting vulnerabilities with cyberthreats and attacks ranging from ransomware to industrial espionage or even supply chain and/or operational disruption. It’s no surprise then that cybersecurity has joined the elite group of paramount concerns for any manufacturing company.
Measures include multi-layered security, secure-by-design, zero-trust architecture, AI-driven threat detection, advanced encryption, and regular updates and patches, as well as employee cybersecurity training. Cybersecurity is more than just data protection or an IT concern now for manufacturing companies as it safeguards their production, finances, integrity, and reputation.
10. The Workforce of Industry 4.0
In spite of all the exciting technologies emerging in the Fourth Industrial Revolution, the manufacturing industry is experiencing widening skills gaps and labor shortages. These difficulties could translate to a loss in revenue of $1 trillion if approximately 2.1 million jobs aren’t filled in by 2030.
To address these challenges, manufacturing companies could start with reviewing all of their production processes from the ground up and assessing areas that could be improved by a highly skilled and competent workforce. Yes, the manufacturing industry is moving towards automation and advanced technologies but it can’t truly innovate without human creativity and experience.
Manufacturing companies are planning to offer higher wages by at least 3%. At the same time, they’re investing in training programs to reskill or upskill existing employees for the Industry 4.0 work environment. Incorporating new manufacturing technologies like AI and AR in these training programs can help employees not only learn faster, but also give them familiarity and first-hand experience with these digital trends. The same technologies can also be deployed for improving employee health and safety at the workplace.
Other approaches that manufacturing companies can consider taking range from partnering with local educational institutions in creating curriculums tailored for manufacturing careers, diversifying the recruitment pool, and creating appealing work environments which offer flexible schedules, potential promotions, and career development.

Image: InWay
How Cascade Strategies Can Help Manufacturing Companies with Advanced Market Research
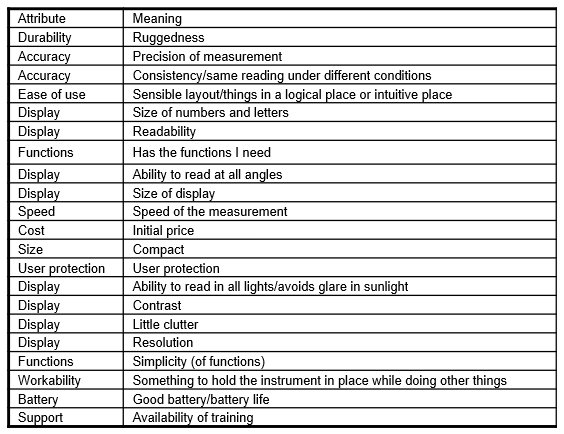
Hewlett-Packard wanted to discover what feature-price combinations in high-frequency oscilloscopes would optimize profit. We conducted an advanced conjoint study followed by AI-based modeling to evaluate sales scenarios. Out of hundreds of attributes, we found the qualities below to be most salient. Using the most salient attributes as predictive vectors, we developed an AI model to determine the unique price-feature combinations that would produce the most profit and presented the top 3 to Hewlett-Packard.
We’ve highlighted 10 manufacturing trends shaping the future of the manufacturing industry in this selection but there are actually more out there that we didn’t touch on. And as new technologies arise, existing ones improve, and other industry changes or shifts happen, more trends are sure to emerge.
Regardless of trends, you can be sure to count on market research to help you determine the best approach to leveraging new technologies or guide business decisions to ensure your manufacturing company stays competitive and relevant. Would it be beneficial or costly for your company to go with a dark factory over a smart factory? Which of your AI-driven production processes would benefit from human supervision and input? Are your sustainability efforts being seen and appreciated by your consumer base or do you need to do more?
Between reshoring and decentralized manufacturing, which one would work best for your company? Are you able to expand into B2C? Are your training programs effective in making your employees understand and uphold cybersecurity commitments?
As with any AI-powered or data-driven Industry 4.0 technology, the high quality market research Cascade Strategies provides grants valuable and actionable insights into the operations, perception, and potential of your manufacturing company. If you would like to find out more about how Cascade Strategies can help your manufacturing company thrive in the Fourth Industrial Revolution, please contact us here.
Featured Image: Hyundai Motor Group
Top Image: Foto-Rabe

Jun
How Great Market Research Can Help Food and Beverage Manufacturers
jerry9789 0 comments Brand Surveys and Testing

How do you navigate a market landscape as vast and dynamic as the Food and Beverage Manufacturing industry? How do you introduce your new product or make it stand out from the competition? And how do you keep your offerings or your company itself relevant amidst the fast-changing times?
These questions might make one think that thriving let alone venturing into the Food and Beverage Manufacturing industry would prove to be formidable and intimidating pursuits. But that wouldn’t necessarily be the case if one leverages great market research in their endeavors in Food and Beverage Manufacturing.
From resonating with the right audience to competitively pricing your product, from adapting new and emerging technologies to innovating in an ever-shifting industry, market research would prove key to the foundation of strategies and achieving the goals of any enterprising Food and Beverage Manufacturer.

Copyright: Gustavo Fring
Benefits of Market Research for Food and Beverage Manufacturers
One of the largest and most saturated industries in the US, Food and Beverage Manufacturing could prove to be challenging and daunting for startups to enter and for new products to be introduced. That is, unless plans and business decisions are informed and backed by data gathered from market research which utilizes one or a combination of research methods which includes qualitative and quantitative research, feasibility studies, focus groups, interviews, and surveys.
Great market research allows upcoming products to find their optimal customer or target audience. This type of research allows manufacturers to tailor their marketing and advertising to resonate with their ideal consumer versus a blanket approach taking aim at multiple customer segments all at the same time, which might be more costly and inefficient. With a better understanding of their target customer through market research, Food and Beverage Manufacturers could improve not only their product’s reception but also their chances of getting their own share of the market.
The Issue of Feasibility
You might even say that market research could inform manufacturers if there is even a market for a particular product. Feasibility studies and the like would attest whether there is money to be made with a proposed product which you could also present to interested investors.
In addition, market research not only provides insights into consumer behavior but also of trends and opportunities for growth, improvement and innovation. Manufacturers who are able to identify these opportunities and develop the appropriate products or solutions could greatly benefit for being first in line, discovering and capturing niche markets, as well as gaining an edge over their competition. Identifying or forecasting consumer and market trends allows Food and Beverage Manufacturers room to pivot with existing products, either by increasing the production and/or promotion of a selection that’s becoming popular or mainstream, or pull back efforts on one expected to be in decline, possibly exploring ideas to improve it or shelve it until conditions become favorable.
What Product Attributes Should Be Emphasized?
Speaking of competitive edge, market research allows manufacturers to recognize the strong points of their products in comparison to their competitor’s offerings, enabling their marketing and advertising efforts to highlight those advantages. By the same token, insights on what a competing product offers could be helpful in assessing whether it’s worthwhile to emulate the same qualities or counter it with a better solution. These insights in combination could help determine the ideal price point for a product to strike a balance between gaining revenue and competitive pricing.

Copyright: piviso
Continental Mills Case Study by Cascade Strategies
Continental Mills was looking to introduce new package designs for their line of baking and pancake mixes. Cascade Strategies conducted a study for them, interviewing respondents who were current buyers of baking and pancake mixes. Half were shown the current packages and the other half were shown the proposed designs. They were told that they have $10 to spend and were asked to browse and buy as normal. Their eyes and brainwaves were tracked throughout the shopping process.
We found that by deploying the new designs, Continental Mills would be losing around $19 million. The existing package designs exhibited a harmony among the visual elements that was not replicated by the new designs. The current packages were well-liked, and this was demonstrated by consumers responding positively with their brainwaves and wallets at higher levels than with the new package designs. The visual harmony was consistent throughout the entire current line of packaging.

Copyright: ninthgrid
Growing Your Food and Beverage Manufacturing Business with Market Research
We’ve touched on the benefits of market research for startups and new products, but it doesn’t cease being an important asset to a Food and Beverage Manufacturing company once they’ve gotten off the ground. In fact, market research is just as important to any established company for remaining relevant amidst shifts and trends in the market and consumer behavior, as well as up-and-coming competitors and new technologies.
Customer loyalty and retention might not only be as important but possibly more vital than new consumer acquisition, as existing customers have already consistently endorsed your product over time. Recognizing what they like about your product or what makes them stick with you could be essential in how your offering evolves or your selection expands, gaining new customers without turning away loyal ones. Such insights could also influence how creative you can get with rewarding customer loyalty, chief of which is how and when you would launch relevant promotions or marketing. Think of a buy-one-get-one promotion to counter the introduction of a competing product into the market, or advertisements thanking your most loyal consumers when celebrating milestones.
Health Consciousness
Another thing to consider is the increasing popularity of healthier product selections. Market research can help you learn whether a health-conscious version is good enough to replace your primary product or if it needs to be offered as a separate line. Your marketing team might also be interested in finding out if your ideal consumer buys your product for health benefits to warrant emphasizing this in your advertising.
This also extends to sustainable practices. While this would score well with Gen Z, this isn’t only for marketing purposes. Market research can help you locate the ideal location where not only you have a competent workforce and cost-effective resources to tap into, but also local regulations that support and enable sustainable production practices.
Regional Flavor
Another interesting benefit that market research gives Food and Beverage Manufacturing companies is the opportunity to diversify or introduce flavors or cuisines from a different region. It can either stem from the idea of introducing a novel new product or identifying a growing or trending preference towards a particular regional taste or selection.
And amid the pressures of e-commerce (boosted by the pandemic), DTC, omni-channel shopping, and AI, market research is as relevant as ever to any company with regard to the viability of adapting new technology, expanding shopping and distribution options, and even the prospect of globalization.

Copyright: stokpic
Food and Beverage Manufacturing Market Research with Cascade Strategies
Whether you’re a startup looking to claim your share of the market or an established company who wishes to stay relevant by launching new products or adapting a new way of managing your Food and Beverage Manufacturing business, you can’t go wrong partnering with an esteemed and experienced market research team like Cascade Strategies. With 35 years of market research excellence serving leading US and international companies like the aforementioned Continental Mills, we’re not only well equipped with a wide array of research methods but we’ve remained on the cutting edge of market research with a potent combination of leveraged AI technology and a high level of excellent human thinking. Contact Cascade Strategies today to learn how we can help you navigate the massive and ever-changing market landscape of the Food and Beverage Manufacturing with a roadmap built on high quality and data-driven market research!
Featured Image Copyright: Gustavo Fring
Top Image Copyright: Rulo Davila



 info@cascadestrategies.com
info@cascadestrategies.com 2032 Newport Way NW,
2032 Newport Way NW,
Issaquah, WA 98027 (425) 677-7430
(425) 677-7430